New Bulkhead In The Making - Part 1
As mentioned, I am making a new bulkhead. Not sure it's needed but I wanted to try a new valve design I have had in mind for years. Also, it will making trying out different check valves easier.
I don't actually have Ø40mm rod in stock only Ø45mm and while it doesn't sound like a big difference it's a bit annoying having to go to the mini lathe to turn it down to ~38mm. So, will order 40mm for the future but when I made the last bulkhead I was smart enough to turn an extra blank:
As you can tell from the render in the background, I am "adding some lightweighting" with those two cutouts either side of the shooting barrel bore. May save me 2-3 grams...
")
Used the same, very simple fixture as last time around. It's a tighter fit on this blank though and I also added some superglue so will take a bit more work to get apart later on. (An original Mirage bulkhead in the foreground). The blank is a bit rough on the end face as I shortened it on the lathe + with a hacksaw but it will be machined away so no problem:
On the last bulkhead, I cut the o-ring groove on the mini lathe before machining the rest on the CNC. Same with the nose cone, but on the small mini lathe on "bigger" parts like these, there's always the risk of chatter - which actually happened on one of the nose cone grooves but when it happens right when you get to final depth, you can't really tidy it up without having to cut a lot deeper and going to a thicker o-ring but my design generally doesn't allow that.
So, this time I wanted to try cutting the groove with a T-slot end mill on the CNC. It worked really well, the dimension is spot on and the floor finish looks great, too - not too surprised as I used the same strategy on the small peg for the pumping barrel on the first bulkhead. But now that I know it works, it's just a whole lot less stressful to do it on the CNC
I don't yet have a chamfer/dovetail cutter though so will have to chamfer the edges on the lathe later:
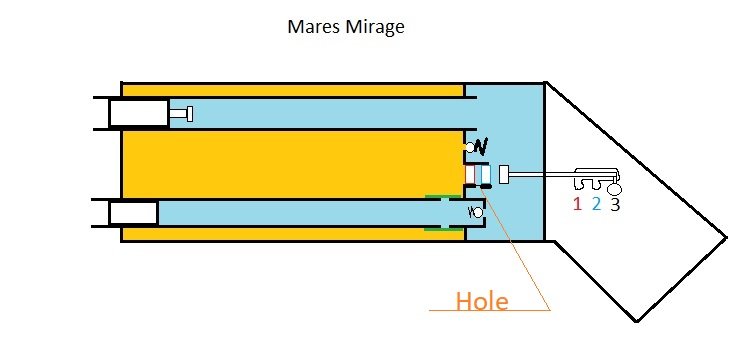
Next up, that rugged faced was trimmed off and the bores for the two barrels and the power regulator valve were cut (top of pic):
The raised lip will be rounded off later and form a seal against a valve cap of sorts with a gasket. Same as in a Salvimar or Scubapro gun, but mine will be a two stage design. More on that later.
Here the weight-saving cutouts are done:
Then it was time to finish that rounded sealing lip but first, let's look at the CAD to get a better sense of its shape:
I used a small bull nose end mill with tiny step overs to get that shape into the real world:
Hard to tell but the fillet continues down into the bore about 3mm and is very, very smooth - close enough to the design for sure
I then spent a minute playing around with some gasket material to try to get a feel if the top of the lip was too sharp. Perhaps it is but that can be rounded in hand later on fairly easily. In case you're curious, it's about 0.55mm tall. A bit less than the same feature on the Salvimar:
Despite our talks some weeks ago about how small a bore can be before the airflow starts getting choked, the valve opening is rather big. Actually the equavalent of a ~9.5mm cylindrical bore. Which means, there would be around 23kgf on the gasket with a ~30bar pressure differential on the valve. So, it's possible the lip is a bit too sharp and will work like a cookie cutter... But real world use will give the answer on that at some point. Another risk is the gasket being blown off of the valve cap during a shot so I would likely need to experiment with a few different types of glue. But I don't think that actually happens on the Pedathors but we will see.
As for the quality of the machining, actually all the tool paths up to this point had gone swimmingly. But I messed up slightly on the final chamfers though I didn't notice before I took the part out of the vise
:
The shooting barrel bore chamfer stops in the area where the power regulator bore lip is. Same with the outside, tiny edge break chamfer. Not the end of the world, I can use the grinder to sort it out. Or try my luck at indicating the part perfectly in the machine again and reprogram the tool path.
It's a bit silly because this "error" actually slows up clearly in the similation and the tool path overlay. I just didn't look hard enough...
Also, the floor finish of the lightweighting cutout isn't great. Not sure why as I chose what's supposed to be a "pretty" finishing strategy but it's strictly a tiny aesthetic issue.
Besides those two small issues, I am really happy with how this turned out. I am just a bit too worn out right now to do the backside. So, will save that for another day so I don't make any silly mistakes on it now.
On that note, I do write down all the tools I need and the program names to reduce the risk of me making mistakes. The program can export this as a PDF but I don't have a working printer in the workshop, haha:
Six different tools for "Operation 1" - it would have been seven if I had had a backside chamfering cutter for the o-ring groove. Or I could have reduced it by one if I had been OK with the lightening cutouts being smaller - their size is governened by the inside corner radius. If I want the hole bigger the radius needs to be smaller which then means I need to use a smaller endmill
.
But these bulkheads are one-offs, not production parts, so whether I save a few mins on tool changes doesn't matter.
Will program and run Op 2 - the backside features tomorrow or on Monday.
forums.deeperblue.com